How the IIoT is Changing the Face of Manufacturing
Industry 4.0 dramatically boosts the productivity and quality of traditional manufacturing and automation practices. Connectivity is the key to its success
Figure 1: Nordic’s nRF9160 SiP is the lowest power complete cellular IoT solution on the market – extending battery life
Digital computers first disrupted factory automation in the late 1960s. The machines ushered an era of computer aided design (CAD), consistent manufacture of complex components, greater automation using programmable logic controllers (PLCs), and higher productivity. The period was considered the third generation of the Industrial Revolution after steam engines got things going and machine tools, electrification, and the internal combustion engine supercharged productivity.
The next phase of the revolution is now in full swing: “Industry 4.0” introduces larger-scale automation of traditional manufacturing and automation practices, using widespread machine-to-machine communication (M2M), edge computing, and the transformative power of Artificial Intelligence (AI) and Machine Learning (ML).
These technologies are marshalled by the Industrial Internet of Things (IIoT) and in turn, its connectivity is underpinning Industry 4.0. By using wired and wireless networks to link machine tools, PLCs, sensors, distributed computing, factory computers, and the Cloud, every part of the factory can gather and process data and share information with every other part as well as the Internet. The availability of this mine of information is enabling engineers to revolutionize how everything in manufactured - from cans to cars, screws to smartphones, and jigsaws to jet turbines.
Bridging the Factory Chasm
During Industry 3.0, while both design and manufacturing each benefited from digital automation, there was no connection between the two - so they tended to operate in isolation. Engineers would take CAD outputs from the design office and use the information to manually program machine tools on the factory floor. Apart from being labor intensive and prone to error, this disconnect between the design and manufacturing disciplines eliminated any chance to refine a product design to make it easier, cheaper, and quicker to fabricate.
Today, the IIoT bridges the gap between the information technology (IT) networks used for design and the operating technology (OT) networks used for factory automation. Using M2M communications, design computers can talk to machine tools to directly program them to make parts. And machine tools can speak to design computers to let them know where the bottlenecks are in the manufacturing process such that products can be redesigned for simpler manufacture without compromising function.
The free flow of information allows engineers to design products that can be made quickly and cheaply while maintaining quality and creating the minimum amount of waste. It also enables machine tools to feedback manufacturing information to the design office to ensure the next product iteration includes enhancements that make things even more streamlined to boost productivity. And a centralized computer can take all the design and manufacturing data to work out the best way to make future products that are long lasting, able to be easily repaired and, at the end of their lives, simple to recycle.
Mixing Wired and Wireless
Industrial Ethernet is a proven network technology for factory automation. It is robust and reliable and supports a range of proven industrial automation profiles such as EtherNet/IP, PROFINET, and Modbus TCP. The wired technology is likely to continue to form the ‘spine’ of the factory communication network for years to come.
However, the downside of Industrial Ethernet is that extending the infrastructure can be expensive and disruptive. Wiring and connectors must be accommodated into the building and the associated electronics for administering the protocol must also be installed. Managers might be able to justify this when adding new large machine tools or production lines to the factory, but it is a less practical solution for adding sensors to monitor machines and conditions, track the movement of parts or assemblies around the factory, or forward design and manufacturing data to the Cloud.
For these applications, wireless technologies such as Bluetooth LE, low power Wi-Fi, and cellular IoT (NB-IoT and LTE-M) are more practical alternatives. The protocols are based on international standards and constantly updated to introduce new features as the IIoT evolves. And the sensors powered by these wireless technologies are relatively inexpensive, compact, easy to install and configure, and can run for months or years from batteries.
Bluetooth LE lends itself to mesh networks to ensure hundreds of sensors can communicate from one end of the factory to the other; low power Wi-Fi can be used to power sensors demanding more bandwidth such as cameras and is also useful as a locationing technology to keep track of assets; and cellular IoT provides a long range communication protocol for the gateways used to collate information from the sensor networks and forward it to the Cloud.
Close Monitoring Using ML
The key to ensuring productivity and quality is fine-grained process control. Wireless sensors and cameras can monitor machines and measure finished parts to pick up any minor deviations in the product and correct the process before things drift out of tolerance. Beyond the manufacturing process itself, many other factors can compromise productivity and quality so other sensors can keep track of things like vibration, temperature, humidity, and air quality – all of which can negatively impact a manufacturing process.
But a continuous and large-scale production will generate a daunting stream of sensor data. And much of that data will be unchanging. Sending it to computers to sift through is time consuming, costly and uses a lot of energy. Instead, today’s powerful wireless Systems-on-Chip (SoCs) and Systems-in-Package (SiPs) from Nordic and others incorporate powerful embedded processors and ML software to help them identify significant deviations and forward only that information for further action.
Nordic’s nRF52 and nRF53 Series multiprotocol SoCs, for example, incorporate Arm Cortex-M4 (nRF52 Series) and Arm Cortex-M33 (nRF53 Series) processors and support TinyML—a streamlined form of ML that can be supported by compact, battery-powered sensors—from Edge Impulse.
ML can also help to pre-empt issues that might arise due to external factors—for instance, an increase in humidity caused by workers arriving for the day, air flow from open windows and doors, and changes in temperature throughout the day and night—and adjust machine settings in advance of those factors impacting the process. Finally, dedicated vibration and acoustic sensors can monitor the machine tools to make sure they are in the best of health. Any unusual vibration, temperature increase or increase in power consumption can be reported ahead of a breakdown for early maintenance – thus preventing an unscheduled and expensive hiatus in production.
IIoT in Action
Nordic’s multiprotocol and cellular IoT wireless technologies are widely used to power IIoT applications across the world. And the company’s recently released nRF70 Series low power Wi-Fi products are being designed into factory asset tracking devices for introduction to the market in the coming months.
Click image to enlarge
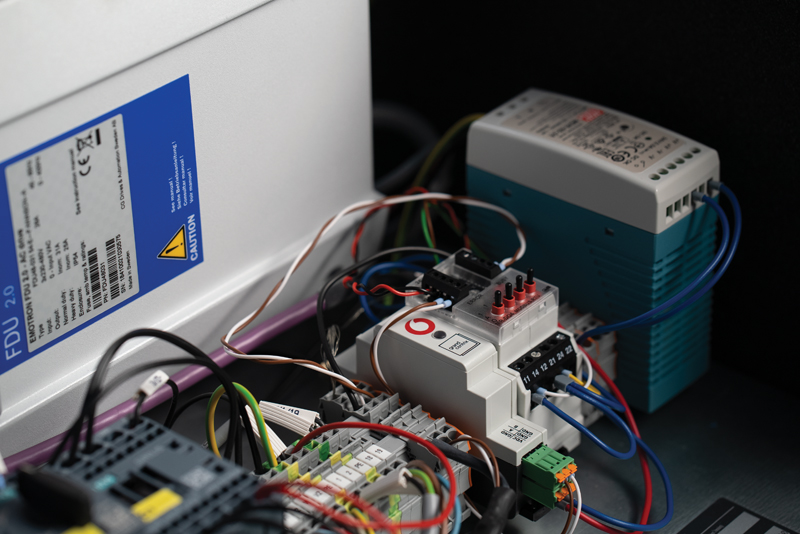
Figure 2: Grandcentrix’s Modbus Cloud Connect allows any devices running Modbus RTU to wirelessly connect to the Cloud using cellular IoT
For example, grandcentrix’s Modbus Cloud Connect allows any devices running the Industrial Ethernet protocol, Modbus RTU, to wirelessly connect to the Cloud using cellular IoT. The product uses Nordic’s nRF9160 low power SiP for cellular IoT connectivity. Modbus RTU is a widely used industrial automation protocol for M2M communication enabling the reporting of manufacturing data or maintenance issues to a central device or server.
Similarly, TYMIQ’s Prylada IoT Gateway uses the nRF9160 for LTE-M connectivity between the device and a Cloud platform. The gateway provides a set of connection interfaces allowing telemetry data to be gathered from a variety of sensors including temperature, humidity, light, liquid leak, air quality, and movement detection. It uses the SiP’s Arm Cortex-M33 processor to oversee the sensors and collate the relevant data.

Click image to enlarge
Figure 3: TYMIQ’s Prylada IoT Gateway provides enables telemetry data to be gathered from a variety of sensors including temperature, humidity, light, liquid leak, air quality, and movement detection
TZero uses Nordic’s nRF9160 SiP to provide long range wireless connectivity and processing power for its MachineMailbox machine connectivity tool. The solution converts any product into a connected IIoT sensor/machine-based solution with zero configuration, according to the company. MachineMailbox uses the nRF9160 SiP’s Arm Cortex-M33 processor to manage and perform the complex proprietary algorithms demanded by multiple sensors, as well as send the data to the Cloud.
Serving the predictive maintenance sector, Atomation’s Atom is equipped with Nordic’s nRF52840 SoC and incorporates a variety of sensors, allowing it to monitor machine variables such as temperature, vibration, moisture, pressure, distance, tilt, and impact. The Atom leverages the computing power of the SoC’s Arm Cortex-M4 processor to determine whether the sensors are detecting abnormal values before transmitting the data.




